

Produkte


Perforiertes Stahlband-PE-Rohr Für Gas
Anwendung
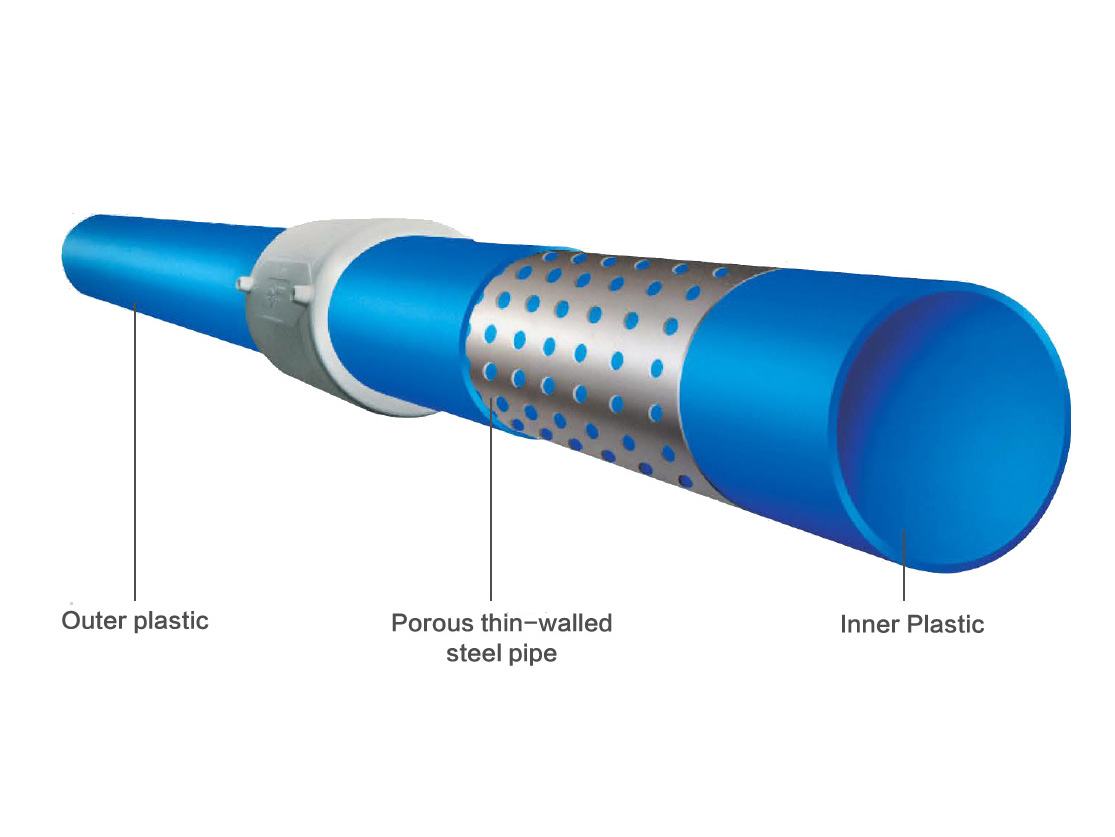
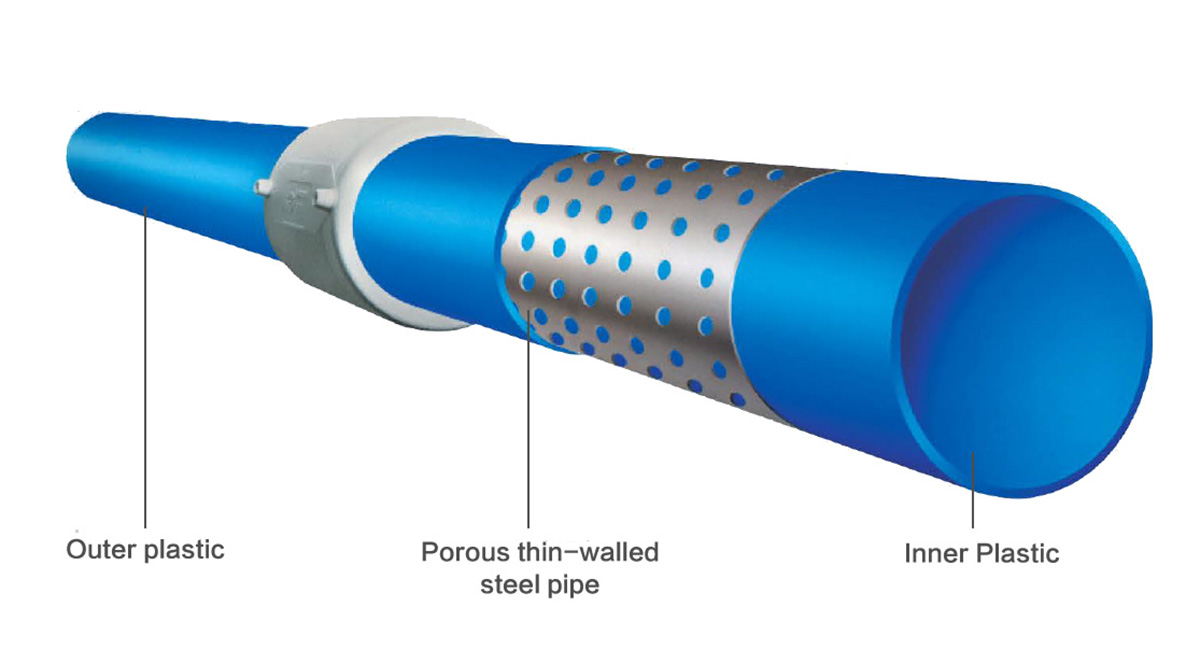
Perforierte Stahlband-Polyethylen-Verbundrohre bestehen aus kaltgewalztem Bandstahl und Thermoplasten als Rohstoffen, und als Verstärkungen werden poröse dünnwandige Stahlrohre verwendet, die durch Argon-Lichtbogen-Stumpfschweißen oder Plasma-Spiralschweißen hergestellt werden. Die Außen- und Innenschichten bestehen aus doppelseitigen Verbund-Thermoplasten. Eine neue Art von Verbunddruckrohr. Da die poröse, dünnwandige Stahlrohrverstärkung mit durchgehendem Thermoplast umwickelt ist, überwindet dieses Verbundrohr nicht nur die jeweiligen Nachteile von Stahlrohren und Kunststoffrohren, sondern weist auch die Steifigkeit von Stahlrohren und die Korrosion auf Widerstandsfähigkeit von Kunststoffrohren. Es handelt sich um eine Lösung für die Erdöl- und Chemieindustrie. Es handelt sich um eine dringend benötigte Pipeline aus starren Rohren mit großem und mittlerem Durchmesser in den Bereichen Pharma, Lebensmittel, Bergbau, Gas und anderen Bereichen. Es ist auch eine revolutionäre technologische Errungenschaft, die Hauptleitung des Bauwesens und der kommunalen Wasserversorgung zu lösen. Es handelt sich um einen neuartigen Verbundrohrleitungstyp im 21stJahrhundert.


Merkmale
Hygienische Leistung
Der Hygieneindex und die Sicherheit des perforierten Stahlband-Kunststoff-Verbundrohrs erfüllen die Anforderungen von GB9687 „Hygienestandard für Polyethylenformprodukte für Lebensmittelverpackungen“ und GВ/Т17219 „Sicherheitsbewertungsstandard für Trinkwasserverteilungsgeräte sowie für Geräte und Schutzmaterialien“. Es ist der beste Ersatz für verzinkte Rohre und Gusseisenrohre.
Glatte Innenwand und Zirkulationsleistung
Die Innenwand des Kunststoffverbundrohrs mit Maschenstahlgürtel ist sehr glatt und die absolute Rauheit beträgt nur 1/20 der Rauheit des Stahlrohrs. Die Förderleistung ist unter gleichen Bedingungen etwa 30 % höher als die des Stahlrohres.
Technische Parameter
| Spezifikationsgröße, Abweichung und Nenndruck: Erfüllen Sie die Anforderungen der Bauministeriumnorm CJ/T181-2003 | |||||
| Nennaußendurchmesser und Abweichung | Nennwandstärke und Abweichung | Unrundheit | Nenndruck | Minimaler S-Wert | Länge und Abweichung |
| DN(mm) | En(mm) | Mm | Mpa | Mm | mm |
| 50+0,5 0 | 4,0+0,5 9 | 1,0 | 1,0 | 1.5 | 6000+20 0 9000+20 0 12000+20 0 |
| 60+0,6 0 | 4,5+0,6 0 | 1.26 | 1,0 | 1.5 | |
| 75+0,7 0 | 5,0+0,7 0 | 1.5 | 1,0 | 1.5 | |
| 90+0,9 0 | 5,5+0,8 0 | 1.8 | 1,0 | 1.5 | |
| 110+1,0 0 | 6,0+0,9 0 | 2.2 | 1,0 | 1.5 | |
| 140+1,1 0 | 8,0+1,0 0 | 2.8 | 1,0 | 2.5 | |
| 160+1,2 0 | 10,0+1,1 0 | 3.2 | 1,0 | 2.5 | |
| 200+1,3 0 | 11,0+1,2 0 | 4,0 | 1,0 | 2.5 | |
| 250+1,4 0 | 12,0+1,3 0 | 5,0 | 0,8 | 3.5 | |
| 315+1,6 0 | 13,0+1,4 0 | 6.3 | 0,8 | 3.5 | |
| 400+1,6 0 | 15,0+1,5 0 | 8,0 | 0,8 | 3.5 | |
| 500+1,7 0 | 16,0+1,6 0 | 10.0 | 0,6 | 4,0 | |
| 630+1,8 0 | 17,0+1,7 0 | 12.3 | 0,6 | 4,0 | |
| Hinweis: Der Nenndruck des Verbundrohrs ist der maximal zulässige Druck, den das Rohr zum Transport von Wasser bei 20 °C zulässt. Wenn sich die Temperatur ändert, sollte der Arbeitsdruck entsprechend dem Temperatur-Druckkoeffizienten verschiedener Materialien korrigiert werden. S-Wert: der Abstand vom Außendurchmesser der Bewehrung zur Außenfläche des Rohres. | |||||
| Physikalische und mechanische Leistungsanforderungen | ||
| Projekt | Leistung | |
| Ringsteifigkeit, KN/m2 | >8 | |
| Längsschrumpfung (110°C, 1 Stunde halten) | <0,3 % | |
| Hydrauliktest | Temperatur: 20°C; Zeit: 1h; Nenndruck x2 | Nicht kaputt |
| Temperatur: 80°C; Zeit: 165h; Druck: Nenndruck x2x0,71 (Reduktionsfaktor) | ||
| Berstdrucktest | Temperatur: 20 °C, Berstdruck ≥ Nenndruck x3,0 | Sprengen |
| Oxidationsinduktionszeit (200 °C), min | >20 | |
| Beständig gegen schnelle Spannungsausdehnung (80 °C, 4,0 MPa)/h | >1000 | |
| Wetterbeständigkeit (nachdem das Rohr ≥3,5 GJ/m erhalten hat2Alterungsenergie) | Erfüllen Sie die Anforderungen der Punkte 2, 3 und 4 in dieser Tabelle und können Sie eine gute Schweißleistung aufrechterhalten | |





